
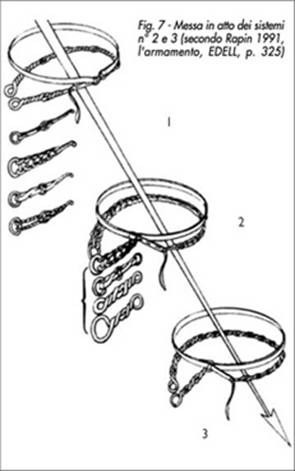
La Tomba del guerriero di Ceretolo
Provenienza: Ceretolo – Casalecchio di Reno (Bologna)
Datazione: secondo quarto del III sec a.C.
Il progetto

Il soggetto d’esame è un sistema di sospensione della spada, della metà del III sec. a.C e di “nuova generazione”, in tutto il territorio Boico . Altri esempi sono presenti nelle sepolture della necropoli di Monte Tamburino (es.tb 085, 116. Da “La necropoli di Monte Tamburino a Monte Bibele a cura di Daniele Vitali.) Il mutamento tecnologico, indicato già da A.Rapin, della catena Boica è classificata, appunto, come “Modello Ceretolo”.Come quasi la totalità dei sistemi di sospensione delle spade galliche, anche questa cintura a catena presenta due anelli di diametro importante, 72 e 65 mm , che vanno a solidarizzare con il ponticello posteriore dei foderi in metallo. Il terzo anello funge da passante “auto stringente” per la cinghia in pelle o cuoio morbido, nonché da punto di partenza per la stessa cintura.
Per comodità di identificazione nomineremo, le due parti di catena con i simboli, P (posteriore) e A (anteriore). La parte P è composta da un’anella di diametro interno di 72 mm collegata ad undici elementi, a maglie ritorte destrorse, di spessore decrescente, per terminare con un puntale, composto da mezza maglia e un terminale ricurvo con testa a fungo. La lunghezza totale è di 465 mm. Le dimensioni della barra di ferro , a sezione circolare, ha misure variabili che vanno dagli 8,5 mm della parte riferita all’anella grande e per le prime 4 maglie e in decrescimento fino a concludersi con uno spessore rilevato di 5 mm sul terminale.La parte A è composta da un’anella di diametro interno di 65 mm collegata, mediante ritorsione destrorsa, ad una seconda anella di diametro interno di 40 mm. I diametri rilevati, in questo secondo elemento, sono regolari di 8/8,5 mm.
La realizzazione
Il primo studio è stato effettuato sulla risultanza dimensionale della singola maglia ritorta che, dall’esame sul reperto, risultava lunga circa 45 mm sulle prime maglie e di 40/37 mm sulle ultime con decrescimento regolare. Quindi, la priorità è stata data al diametro degli anelli di base che, dopo la ritorsione, potessero dare dimensione simile, sia per spessori che per lunghezza.
La prima determinante intuizione è stata suggerita dalla evidente differenza, di diametro di filo di ferro, tra gli anelli, della stessa maglia, con la parte centrale ritorta. Le striature e l’assottigliamento , presenti sulle parti ritorte del reperto, sono tipiche dello stiramento per stress da trazione e sono ben visibili su tutte le maglie.
Con le tecniche conosciute, per la realizzazione di anelli di ferro,dopo aver attenuto la barra di ferro, di dimensione e di forma voluta,l’ ho arrotolata, ancora incandescente da forgia, intorno ad un supporto ( dima) cilindrica con diametro di 40 mm e, per tranciatura, ho ottenuto gli anelli con lo stesso diametro interno. Assottigliando e sovrapponendo le estremità ho saldato in forgia per bollitura. Ottenendo, così, degli anelli in ferro con diametro interno di 30 mm riportato a 35 per battitura su supporto conico. Nelle immagini ingrandite del reperto si notano, in maniera ripetitiva, delle “spaccature longitudinali”, evidenziate dal tempo, su una delle parti di collegamento tra due maglie ed in tutte le maglie. Questi particolari avvalorano la tesi sulla tecnica di assemblaggio.

Se effettivamente si tratta di saldature, il tutto ci riconduce all’ipotesi che gli anelli venissero tessuti, una per una, in forma circolare di base e prima della ritorsione, formando dei segmenti composti da 2 o 3 anelli consecutivi. Questo spiegherebbe anche il decrescente spessore delle maglie che, se assemblate e ritorte tutte insieme, offrirebbero anche una diversa resistenza con il conseguente dissimile attorcigliamento.La tesi si rafforza per la tipica forma inclinata e combaciante tra le parti di collegamento delle due maglie.(fig.2) Questo particolare si ottiene per induzione, nella torsione, e solo con un’altra anella o barra con diametro di ferro identico o di poco inferiore.
Ogni maglia, dall’inizio della catena fino al terminale è stata indotto ad una torsione per trasmissione della maglia che la precede.
La conseguente deduzione è che, una volta assemblati tutti gli anelli “primitivi” (per spessori) si può procedere al surriscaldamento dei segmenti di catena e, dopo aver opportunamente fissato la prima maglia ad un gancio fisso con diametro 8.5 mm ,si procede con l’attorcigliamento aiutandosi con una barra dritta di ugual spessore.
Prima prova:
Dopo aver assemblato gli anelli primari, aver portato alla temperatura di malleabilità l’intero segmento di catena e fissata l’estremità su gancio, opportunamente consolidato sulla morsa. Ho iniziato la ritorsione, in senso orario, con l’ausilio di una barra dritta di 8 mm di ferro. Alcuni elementi centrali, dopo il primo giro completo di torsione, hanno cominciato ad inclinarsi in maniera anomala, costringendomi ad esercitare una prepotente trazione. Questa ulteriore sollecitazione ha riportato in allineamento gli anelli ma, a causa del rallentamento nella torsione ha generato un attorcigliamento “non progressivo” con il risultato completamente errato .
Vista la difficoltà nel governare anelli circolari, anche per la maggiore angolatura di contatto tra gli elementi, ho proceduto a creare le condizioni per cui la ritorsione avvenisse nella parte desiderata.
Seconda prova:


Ho ricreato tutti gli anelli saldati e collegati fra loro ma , prima di procedere alla fase della ritorsione, ho praticato delle “schiacciature” , nella parte centrale, creando delle forme a 8.(fig.3) Questo espediente ha fatto si che le parti centrali a contatto si arrotolino e si stirino,invece gli anelli di collegamento, per il contrasto con lo spessore del materiale, si inclinano tanto da condurre, la totalità delle maglie, nello stesso orientamento. Dopo aver ottenuto i due giri per ogni maglia e l’inclinazione dei collegamenti, si procede con un leggero ritorno antiorario, tanto da ottenere la tolleranza per il movimento.
Una volta ottenuta la forma voluta, la catena risulta ancora semirigida, quindi si procede con un ulteriore riscaldamento e, estraendo dalla forgia e con l’ausilio di due pinze, si ruotano tra loro le maglie per produrre abrasione e, di conseguenza, tolleranza sufficiente per la mobilità. Con il raffreddamento repentino in acqua tiepida si aumenta ulteriormente la possibilità di movimento tra le maglie e se ne aumenta la durezza per tempra. (fig.4-5)
Ovviamente il passo successivo è la formazione dei segmenti di anelli con spessori inferiori e la tessitura alla catena già ritorta che fungerà da perno fisso.


Per realizzare il terminale ho assemblato, insieme a tutta la catena, una ulteriore anella ritorta che ho aperto per tranciatura e dopo aver ribattuto il moncone, ho modellato la parte eccedente nella forma voluta.(fig.6-7)


Procedimento leggermente diverso è stato riservato alla formazione del particolare A.Dopo aver calcolato la dimensione degli anelli maggiori, ho proceduto ad assemblare 3 anelli con diametro interno di 85 e da 65 mm su opportune dime cilindriche. Anche in questo caso le saldature sono state effettuate in posizione già tessuta.
Lo schiacciamento degli anelli, in questo caso, è stato praticato nella posizione individuata per la ritorsione.(fig.8) facendo salve le dimensioni del diametro maggiore usando le dime precedentemente adoperate per la formazione degli anelli primitivi. 40 mm( usato per la formazione degli anelli della catena), e 65 mm . La torsione è stata ottenuta fissando l’anello maggiore alla dima di 65 mm e esercitando il movimento con quella da 40 mm.(fig.8)


La fase successiva, oltre le già descritte necessarie per il movimento, è stata la ribattitura degli anelli maggiori per la loro regolarizzazione su supporto conico. Mediante questa operazione sono stati ottenuti i 2 diversi diametri degli anelli maggiori. Naturalmente lo stesso procedimento è stato riservato all’anello maggiore del particolare P. In questo caso l’elemento di movimento nella torsione ha visto impegnata la stessa catena che, in condizione di sollecitazione destrorsa si irrigidisce permettendo la torsione senza deformarsi.
La pulizia finale della catena è stata effettuata mediante soluzione di olio,sabbia e aceto, esercitando frizione con un panno di iuta.
Il risultato finale

La replica è stata assemblata con cinghia in cuoio grezzo ed indossata come da schemi già studiati e ampliamente sperimentati. (fig. 9 – schema elaborato da Rapin- 1999)
Questa replica, unitamente alla spada con fodero e lancia, sarà in dotazione alla sezione gallica del museo civico Archeologico di Bologna .
Il progetto nasce per la necessità di arricchire la fruizione del patrimonio archeologico permettendo un sistema didattico supportato da elementi, tattili ed indossabili, fedeli ai reperti esposti.
Progetto di Vincenzo Pastorelli e Istituzione Bologna musei Museo Civico Archeologico.